








墨铸铁管在通过磨削和切割方式进行切割时,需要先对切割部分进行划线,以防止切割过程中出现错位。
将内衬球墨铸铁管放入切割机中,将球墨铸铁管固定好,用内置夹钳夹紧。石家庄球墨管
然后启动切割机,逐渐对切割机的手柄施加压力。磨石切入球墨铸铁管,直到球墨铸铁管被切割。
对手柄施加压力时,不要一次用力过大。磨石可能已损坏。机器运转时,操作者不要站在磨石旁边,以免发生意外。
切割磨石时,有振动、晃动、不平整现象,应立即停止操作,检查磨石是否有缺口或损坏,是否可以正常使用。
如果切割后的球墨铸铁管的切割面有影响其使用的毛刺,可用磨石或锉刀处理使其平整。石家庄球墨管
另外,切割时请注意以下几点。
1、在切割前,要判断球墨铸铁管的损坏程度。如果损坏程度严重或有裂纹,则直接丢弃。如果插座损坏,请切割损坏的部分。
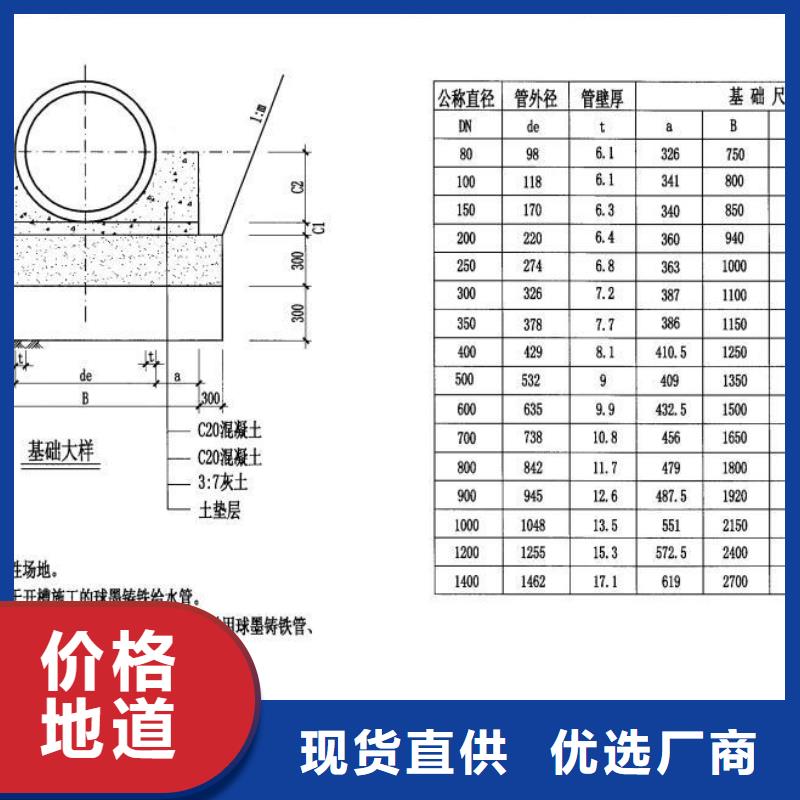
2、根据情况,需要确定球墨铸铁管的尺寸,确定尺寸,然后进行切割。铸铁管因损坏或结构原因停止切割前,应将被切割的铸铁管放置在水平平面或正方形上,并切割局部边缘。
球墨管在综合安装维护成本方面具有更好的性价比。石家庄球墨管
1、平时需要注意经验数据的积累,熟悉设备的特点,将相应的线层厚度输入电脑,选择合适的速度。调整输送带的角度,操作球墨管时要注意催化剂的正常性,尤其是刚开泵时,要注意砂光过程中纱布的位置和张力,以及压力。用滚筒同时挤压以增加密度。对于偏心模具,注意挤压,压扁后,包起来,然后添加砂层的平整度是整个管道平整度的关键。
2、外结构层的控制点与内结构层的控制点基本相同,但要求比内结构层更严格,因为外结构层对管道的外观非常重要。不平整的外表面更容易在外表面产生凹坑和气泡。
排水管硬化后,要掌握外表面缠绕膜的拉拔时间。管子太快,固化不好,外表面粗糙有光泽,树脂皮也不容易去除重叠的薄膜。同时,球墨管不能旋转得非常快。
3、充分利用新技术和工艺,以树脂为基体,加入适量硅砂作为中间砂层,连续纤维缠绕而成的新型复合管材。由于管壁采用砂层设计,重量轻,强度高,具有埋管所需的高刚性和低成本,是传统管道的替代品,自成立以来受到世界各国的欢迎。石家庄球墨管
1、锰选择标准:多孔石墨铸铁硫含量低,不需要高锰钢。因此,石墨铸铁中锰的作用主要是增加珠光体的稳定性,促进3C(Fe、Mn)的形成。这种单晶晶界对球墨铸铁的电阻影响很大,锰可以提高高铁素体球墨铸铁的电阻和塑性转变温度,其含量每增加0.1%,其塑性转变温度可提高10%-12%。
2、选择碳和碳当量的标准:碳是球墨铸铁的基本元素,高碳有利于石墨的转化。由于石墨对其力学功能影响不大,球墨铸铁的含碳量一般在3.5%~3.9%之间,大于4.1%~4.7%。
3、硅的选择标准:硅是石墨化强度较高的元素。硅能有效降低潍坊球墨铸铁白点倾向,增加铁素体体积,细化共晶团簇,提高石墨球的圆度。但硅会增加铸铁的电阻和电阻的转变温度,降低抗冲击性,所以硅含量不宜过高。特别是铸铁中钚、磷含量较高时,应严格控制硅含量。Z终的硅含量通常在1.4-3.0%之间,用于球墨铸铁。选择碳当量后,一般选择高碳低硅,加强性能。
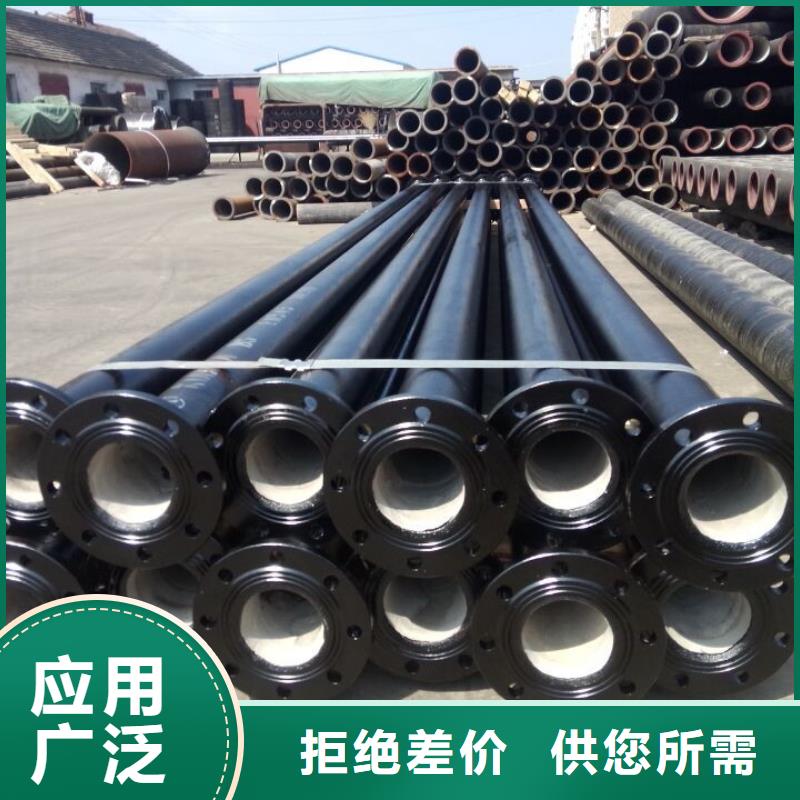
离心球墨铸铁管具有铁的本质、钢的性能,防腐性能优异、延展性能好,密封效果好,安装简易、主要 球墨铸铁管用于市政、工矿企业给水、输气输油等。是供水管材的 ,具有很高的性价比。与PE管材相比,从安装时间上,球墨管比PE管安装更简单快捷,且安装后内外承压力更好;从密闭性和防腐性上来看,石家庄球墨管安装后的密闭性更好,也可以通过多种防腐手段提高防腐蚀性能;从水力性能来看,因球墨管规格一般指内径,PE管规格一般指外径,因为同等规格条件下,球墨管能实现更大的径流量;从综合安装维护造价来看,球墨管有着更加优越的性价比。球墨铸铁管的主要成分有碳、硅、锰、硫、磷和镁。内壁喷锌,水泥沙浆防腐材料等。石家庄球墨管
优点 在中低压管网,球墨铸铁管具有运行安全可靠,破损率低,施工维修方便、快捷,防腐性能优异等。
缺点 在高压管网,一般不使用,抗压力低。由于管体相对笨重,安装时必须动用机械。

球墨铸铁管优点
外形美观:线条简捷,兴县井篦子,银色外表,现代潮流。
排水:漏水面积达83.3%,是铸铁的两倍多;热浸镀锌:防锈力强,免维护及更换。
防盗设计:盖与框用铰联接,防盗,安全,球墨井篦子,开启方便;节省投资:大跨,混凝土井篦子,重载时,比铸铁价低且节省被盗或压碎更换的费用。石家庄球墨管
高强度:强度和韧性远高于铸铁,可用于码头,机场等大跨度和重载荷的环境。
石家庄球墨管规格多:满足不同环境、载荷、跨度、尺寸及形状所需;施工简单、重量轻、承载好、抗冲击、宁弯勿折、排水量大、经过热浸锌处理后美观耐用,防腐,具有铸铁盖板不可似的优点。采用铰链联结或者采用钩联接等方式,便于开启,并具防盗功能 。
石家庄球墨管高铬铸铁退火由于高铬制品其铸态硬度较高, 为改善工件的机械加工性能,球墨铸铁管的连接方法 所有毛坯必须进行必要的软化退火处理。具体工艺1 ,DN150球墨管 以壁厚不超过100mm且外形较复杂铸件为例) 如下。首先将需处理工件在室温下装入热处理炉, 然后随炉缓慢升温至400 ℃ 左右进行保温1 ~2h,球墨铸铁管厂家随后将炉温升至600 ℃再进行保温1 ~2h, 之后以不超过150 ℃/ h的温升速度,球墨铸铁管的连接方法 将炉温快速升至950 ℃后进行2 ~3h 的保温,DN150球墨管 也可采用较快速的退火工艺,